




行业新闻
红外测温系统简单设计图和特点
时间:2015-02-02 14:08
来源:杰创立
作者:杰创立
点击:次
红外测温仪是根据辐射测温原理,对温度进行非接触测量。由于辐射测温元件的响应时间很短,它便于进行动态、瞬态的温度测量,尤其适合对运动物体的温度测量。现今红外测温仪已广泛用于钢铁工业、动力和电力工业、电子工业、铁路运输、纺织工业及军事上,但其在精密机械加工中运用并不广泛,且测温大多在高温范围,对于常低温运用不是很多,这主要是由于常低温测温仪通常是选定长波长的辐射测量,可适于长波长辐射测量的传感器非常少,这就使得开发常低温领域的辐射测温费用较高;再者,由于被测物体并非绝对黑体,辐射测量得到的结果只是被测对象的假定温度,而不是真实温度,这就使得常温辐射温度的测量还存在着许多因难。在精密加工领域中,加工工件高速旋转,工件的温度分布往往是影响其淮确度的一个重要因素,因此需要知道加工过程中工件温度场的分布。由于工件的旋转速度较高,而工件的温度又相对较低,约0—50℃范围,所以此类高速工件的温度测量有一定困难,它无法利用常规的和传统的方法实时监测旋转工件的温度。
测温系统设计及特点
在精密加工领城中,刀具切削温度很高,就使得被加工工件的加工准确度受到影内,必须要了解工件的温度变化才能分析其对加工的影响,因此需要实时监测工件温度场的变化。
系统设计
红外测温仪测量的温度是其视场的平均湿度,要想用红外仪静止测量工件的温度场是不可能的。设计一套在线测沮装置,利用红外测温仪监测工件的温度。如图所示。
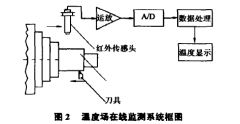
采用TX系列红外传感头,利用车床的双刀架将传感头安装在一个刀架上;测量时,红外传感头随刀架匀速移动,其工件温度信号经运放后送入数据采集卡中,要获得工件的温度场,必须利用软件来处理所采集到的温度信号,根据工件的长度、刀架移动的速度.得出在一个扫撤周期内温度的变化,建立—个坐标。
由于工件沮度变化不是很大,调整刀架移动速度,结短周期时间,这样可以近似认为工件不同处的温度具有同一个时基,这样就可以得到莱一时刻(以开始扫描的时间为标准)工件的温度分Ib曲线。每隔5s对车削工件进行一次在扫描就可以得到不同时刻的温度曲线,这祥就得到了以5s时间间隙的工件各位置的温度,用计算机处理结出该工件的温度场。












